联系电话
联系电话
 在线咨询
在线咨询



一,加热板led贴片焊接包括以下步骤:

(1)在铝基板的焊接点上印刷低温锡膏;
(2)将LED灯珠贴装在铝基板上的低温锡膏上;
(3)对铝基板进行加热,通过铝基板传热到低温锡膏实现对低温锡膏的加热;
(4)低温锡膏熔化实现焊接。
二,加热板led贴片焊接注意事项:
大功率led灯珠分为软硅胶和pc透镜两种,而软硅胶封装的大功率led灯珠如果是用过回流焊机焊接在铝基本上面的话将会使焊接效率得到很大的提高,节省了很多人力和物力,自然也就会为商家提高了经济效益,但是对于用PC透镜封装的大功率led灯珠就不能用上述方式来焊接,因为PC透镜过不了高温回流焊机,过了就会使透镜脱落,从而导致死灯。
1、加热的温度必须适中,最好是控制在180度左右,太高了会使灯珠温度过高损坏led灯珠里面的芯片,温度过底则达不到使焊锡熔化的目的,那样灯珠就焊不到铝基板上。
2、大功率led灯珠里面的灌封胶不能是自然干胶,因为自然干胶封装的大功率led灯珠是没有经过高温烘烤的,里面的水分还没有烤干,当这样的led灯珠放到高温平台上加热的时候由于温度过高,会使未干的胶水发生热胀冷缩拉断灯珠的金线,从而导致死灯。
三,大功率LED灯珠的焊接方式及优劣分析
随着大功率LED灯珠的广泛应用,各使用厂家对于LED灯珠的焊接方式各有不同,目前主要的焊接方式主要还是以下几种:
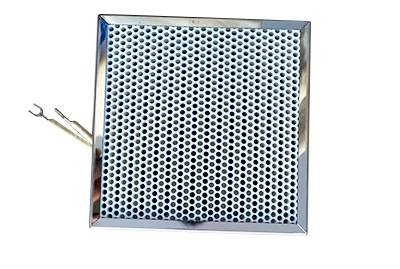
1、恒温加热板焊接(焊接板+锡膏+LED灯珠)
恒温加热板焊接LED灯珠流程图
优点:对于要求不高的产品操作较方便、投入少。
缺点:对焊接灯板大小有限制、平台温度均匀造成温度精准控制,接触式传导,时间短,升温快。焊接时间在30秒左右(跟据加热板温度高低、焊接时间会有不同)综合因素考虑建议小批量试样,打样,返修用比较合适使用,对LED灯珠的伤害较小。
有铅锡膏:成分锡铅(常规比例6337熔点183 ℃,焊点呈灰黑-- 可以初步判定) 无铅锡膏:(焊点呈灰白--可以初步判定):高温类锡银铜(熔点216-227 ℃ )、中温类锡铋银(熔点172-190 ℃ )、低温类锡铋(熔点138 ℃ )。
2、手工焊接(焊接板+导热膏+LED灯珠)
优点:对于烙铁熟手来讲,焊接时间、焊接效果很好控制,可以有效避免虚焊、假焊,设备投入小且作业方便。 缺点:对烙铁接地、人员静电防护及对烙铁使用要求高,且工作效率不佳,人工成本相对较高。
焊接说明:手工烙铁,烙铁实际温度调节小于350 ℃左右,一次焊接时间控制在3S内,烙铁必须接地(静电防护)![]()
加热板结构原理图
3、回流焊接(焊接板+锡膏+LED灯珠)
优点:焊接效率高、对于批量作业优势明显,对于静电防护较好控制。
缺点:前期对设备及相关技术人员投入较大。
4、异常状态
1、焊接温度导致:透镜变形脱落、内部金线焊点断开。
透镜:透镜变形脱落步骤:先软化后变形(塑胶)
焊接温度不合适也会导致内部金线断开(内部温度的变化会对内部硅胶有影响)
焊接设备静电导致,明显的状况是焊接过程灯会闪(通电后其他原因除外)。
2、电击穿
LED灯珠本身是直流低压产品,不存在安全隐患,只有在应用过程中才能体现其安规需求。
在线咨询